Introduction
Handling heavy electrical equipment carries significant life-safety risk. OSHA's Accident Investigation database documents 163 incidents involving switchgear, with 8 of the 20 most recent cases resulting in fatalities—including one worker crushed by falling equipment. The Bureau of Labor Statistics reports that 73 electrical contractors died on the job in 2023, with falls and electrocution as the leading causes. These statistics translate directly to project impact: when switchgear arrives damaged or is mishandled during delivery, the result isn't just a delayed energization—it's failed inspections, field rework, cost overruns, and serious safety exposure.
That risk doesn't disappear once equipment leaves the factory. Power distribution equipment—switchboards, switchgear, panelboards, and busbars—presents its own shipping challenge. These assemblies are heavy (often 300–4,000+ lbs), precision-engineered, and sensitive to shock, moisture, and mishandling despite their robust steel enclosures.
Internal buses, relay components, and connection points can loosen or misalign from transit vibration. Insulation can degrade from condensation in the process. A unit that looks undamaged externally may fail insulation resistance testing or create an arc flash hazard when energized.
This guide covers what that discipline looks like in practice: from pre-shipment inspection and packaging requirements to receiving verification and pre-energization checks.
Key Takeaways
- Inspect and document equipment condition before it leaves the facility; pre-shipment records are your first line of defense against disputed damage claims
- Use only manufacturer-specified lift points, rated rigging hardware, and qualified personnel for all loading and unloading operations
- Secure with load-rated tie-downs meeting FMCSA thresholds: withstand 0.8g forward, 0.5g lateral forces
- Protect against moisture, dust, and shock with rigid crating, vapor barriers, and air-ride trailers
- Run a documented receiving inspection and NETA-standard electrical tests before energizing equipment
Safety Guidelines for Shipping Power Distribution Equipment
Power distribution equipment refers to the assemblies that control, protect, and route electrical power from the source to end users—specifically switchboards, switchgear, panelboards, busbars, transformers, and circuit breakers. These devices differ from ordinary freight in three critical ways:
- Weight: Units range from 300 lbs (small panelboards) to over 4,000 lbs (large switchgear lineups)
- Internal sensitivity: Precision-torqued bus connections, calibrated relays, and insulation systems can be damaged by shock or vibration
- Safety consequence of failure: Damaged equipment creates arc flash, fire, and electrocution hazards upon energization

Safe shipment requires handling discipline, environmental protection, and thorough documentation working together. Risk appears at every stage of transit, and each handoff between parties — manufacturer to carrier, carrier to contractor — is a potential gap in accountability.
General Safety Precautions
Personal Protective Equipment (PPE) Requirements
Anyone involved in loading, unloading, or positioning power distribution equipment must wear:
- Insulated gloves (OSHA 1910.137): Class 0 or Class 00 for low-voltage equipment up to 1,000V; must be air-tested daily and proof-tested every 6 months
- Hard hat and steel-toed footwear: Non-conductive soles required where energized equipment or arc flash exposure is possible
- Flame-resistant (FR) clothing: Required when working near energized equipment per NFPA 70E Table 130.5(G)
- Leather protector gloves: Worn over insulating gloves to prevent punctures
Workspace Safety Requirements
Establish safe loading and unloading zones by:
- Maintaining clearance around the unit — minimum 3 feet on all sides during positioning
- Ensuring stable, level ground at loading docks and staging areas (no cracked pavement, soft soil, or debris)
- Restricting unauthorized personnel from crane or forklift operating zones using barriers or spotters
- Verifying adequate overhead clearance for crane booms and lifted loads
De-Energization and Lockout/Tagout (LOTO)
All equipment must be de-energized, grounded, and confirmed safe before handling begins. OSHA 1910.147 requires formal energy control procedures including:
- Identification of all energy sources and isolation points
- Application of individual locks by authorized employees
- Testing for absence of voltage before work begins
- Annual inspection of LOTO procedures
Documentation Required Before Any Lift
Before any lift or move, verify you have:
- Manufacturer weight specifications (total weight and center-of-gravity location)
- Lift point markings or rigging diagrams — improper lift points cause frame damage or toppling
- Configuration documentation such as UL 891 certification, nameplate data, and internal component layout
DEI Power's UL 891-certified switchboards ship with documented weight specs (standardized at 300 lbs for most units), UL certification, and configuration detail that support safe handling from factory to field.
Safe Loading, Rigging, and Pre-Shipment Preparation
Pre-Shipment Inspection Process
Before crating or loading, complete these checks:
- Physical inspection: Look for dents, scratches, loose panels, or evidence of prior damage
- Nameplate verification: Confirm voltage, amperage, and serial number match shipping documents
- Internal immobilization: Verify circuit breakers, buses, and removable components are braced or secured for transport per manufacturer instructions
- Photographic documentation: Take date-stamped photos from all four sides and of the nameplate — this protects both shipper and receiver in damage disputes
IEEE C37.20.1 Section 9.2.1 requires equipment to be examined immediately upon receipt for transit damage, with prompt notification to carrier and manufacturer if found.
Rigging and Lift Point Discipline
Use manufacturer-specified lift points only:
- Never improvise lift points or attach rigging to conduit knockouts, panel doors, or top edges
- Use spreader bars to maintain correct sling angles (60° maximum from vertical)
- Select rigging hardware rated for the load: minimum 5:1 design factor per ASME B30.26
- Inspect slings, shackles, and hooks before every lift — reject any worn, kinked, or corroded components
Improper lift points cause frame distortion, internal bus stress, breaker misalignment, and toppling. One OSHA case documents a worker crushed by falling switchgear due to rigging failure.
Crane and Forklift Safety Procedures
Follow these steps for every lift:
- Verify the crane or forklift is rated for at least 125% of the load weight before lifting
- Pre-brief the crew on the lift plan, hand signals, and emergency stop procedures
- Use tag lines to control swing and prevent the rotating load from striking personnel
- Establish exclusion zones — never move loads over workers
- Recheck securement after the first 50 miles of transit

OSHA 1926.1400 (construction cranes) and 1910.179 (overhead cranes) establish baseline compliance requirements. CDC data shows 60% of crane fatalities stem from rigging failures, with 27% of load drops tied to poor rigging practices.
Shipping Labels and Documentation
Accurate weight and center-of-gravity data on shipping labels is essential:
- Inaccurate weight is a leading cause of unsafe lifts and insurance claim denials
- All units must travel with spec sheets, UL certifications, and shipping manifests
Safety During Transit
Load Securement Requirements
Federal Motor Carrier Safety Administration (FMCSA) 49 CFR 393 establishes minimum securement standards:
| Performance Requirement | Minimum Force Threshold |
|---|---|
| Forward deceleration | 0.8g |
| Rearward acceleration | 0.5g |
| Lateral acceleration | 0.5g |
| Aggregate tiedown working load limit | 50% of cargo weight |
Securement best practices:
- Use load-rated chains or straps with edge protection where they contact enclosure corners
- Position tiedowns to prevent shifting during acceleration, braking, or turns
- Add anti-shift blocking (wood cribbing or steel chocks) at the base of tall units
- Verify weight distribution after securing — uneven distribution can cause trailer sway
- Re-inspect securement after the first 50 miles and at every driver change or fuel stop
For equipment over 10,000 lbs, additional securement requirements apply per FMCSA Section 393.130.
Vibration and Shock Control
IEEE Std C37.20.2 and C37.100.1 specify that switchgear is designed for mounting on "substantially level structures free from vibration, shock, or tilting." Transit environments violate this assumption:
- Road vibration loosens bolted connections and misaligns internal components
- Sudden stops can shift buses or dislodge internal bracing
- Relay calibration can drift from prolonged vibration exposure
Vibration mitigation strategies:
- Specify air-ride trailers for shipments over 500 miles or containing sensitive relay-equipped switchgear
- Use rubber or foam isolation pads between the unit and trailer bed
- Install shock-indicating devices (tip-n-tell or shockwatch labels) to document mishandling events
- Never exceed manufacturer-specified transport orientation (most switchgear must remain upright)
Transit Communication and Monitoring
Maintain communication throughout the haul:
- Dispatch should have driver contact information and GPS tracking
- Loads must be re-inspected visually at driver changes and fuel stops
- Report any incidents (hard braking, load shift, tip-over) immediately to the receiving site
- For cross-country shipments, consider in-transit inspections at 500-mile intervals
Packaging and Environmental Protection
Crating and Structural Protection
Power distribution equipment requires more than shrink-wrap and cardboard:
- Rigid wood or steel cradles sized to the unit footprint — prevent racking and twisting
- Hard covers over terminals, control panels, and viewing windows
- Internal bracing for circuit breakers and removable components (must be removed before energization per IEEE C37.20.1 Section 9.2.5)
- Lifting eyes or pallet integration to allow material handling without removing packaging
ASTM D4169 provides testing standards for shipping container performance, including vibration, drop, and compression testing.
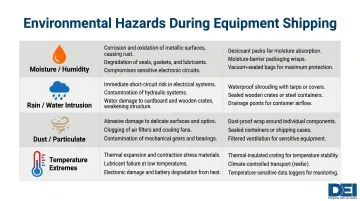
Environmental Protection
Four environmental factors pose the greatest risk during shipping:
| Hazard | Effect on Equipment | Mitigation |
|---|---|---|
| Moisture/humidity | Insulation resistance drops below safe thresholds; corrosion on bus contacts | Vapor-barrier wrapping, desiccant packs inside enclosure |
| Rain/water intrusion | Short circuits upon energization; rust on hardware | NEMA 3R-rated temporary covers or tarps |
| Dust/particulate | Contaminates insulation surfaces; clogs ventilation | Sealed enclosure or filtered covers during outdoor staging |
| Temperature extremes | Condensation from thermal cycling; material stress | Climate-controlled storage when possible; temporary heaters for outdoor units |
When Additional Protection is Mandatory
Increase protection measures for:
- Shipments over 1,000 miles or across multiple climate zones
- Outdoor staging areas at construction sites (even for indoor-rated NEMA 1 equipment)
- Transit through regions with extreme weather (desert heat, winter freeze, high humidity)
- Equipment stored more than 30 days before installation
IEEE C37.20.1 requires storage in a dry, clean location on level surfaces. If stored outdoors or in unheated areas, temporary heat must be supplied to prevent condensation. Schneider Electric recommends maintaining humidity below 80% during storage.
Receiving and Post-Delivery Inspection
On-Site Receiving Inspection Process
Follow this sequence when equipment arrives:
- Photograph packaging before opening—document crate condition, tip-n-tell indicators, and seal integrity
- Check bill of lading—verify unit quantity, model numbers, and serial numbers match the purchase order
- Note damage before signing—write "received damaged" on the delivery receipt if any visible issues exist; sign with reservation or refuse delivery if damage is severe
- Visual enclosure inspection—look for dents, scratches, moisture intrusion, or loose hardware
- Verify nameplate data—confirm voltage, amperage, UL listing, and serial number
- Document findings—complete a formal condition report with photos; retain all packaging materials if damage is suspected
Complete this inspection promptly. IEEE C37.20.1 Section 9.2.1 requires examination immediately upon receipt, and most shipping insurance claims have 24-72 hour notification windows — delays forfeit your claim rights.
Pre-Energization Functional and Electrical Checks
Before energizing, complete these NETA ATS Section 7.1 inspections:
Mechanical Inspection:
- Remove all shipping braces, ties, and internal packing materials
- Verify enclosure is level and plumb
- Check anchorage and seismic bracing (if applicable)
- Torque all bolted connections per NETA Table 100.12 using calibrated torque wrench
- Verify grounding and bonding connections to station ground bus
Once mechanical checks are complete, run electrical tests per ANSI/NETA ATS Table 100.1:
| Test | Voltage Class | Minimum Acceptance Criteria |
|---|---|---|
| Insulation resistance (phase-to-ground) | 250V rated | 25 megohms at 500 VDC |
| Insulation resistance (phase-to-ground) | 600V rated | 100 megohms at 1,000 VDC |
| Control wiring insulation | 300-600V rated | 2.0 megohms at 500-1,000 VDC |
| Contact resistance (bus connections) | All classes | Within 50% of lowest similar connection |
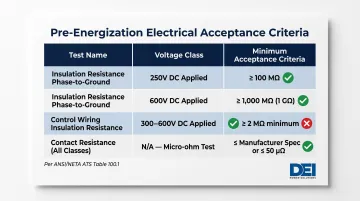
IEEE C37.20.1 Section 6.5 specifies that field dielectric tests must not exceed 75% of factory test voltage to avoid damaging insulation. All current transformer shorting devices must be removed before energization.
Handling Damaged Deliveries
If the equipment arrives damaged, act immediately — delays can void your claim.
- Write "received damaged" on the bill of lading before signing to preserve your claim rights
- Photograph from multiple angles, capturing close-ups of damage and wide shots showing packaging context
- Notify the carrier within 24 hours—freight claims require written notice within 24-72 hours of delivery
- Contact DEI Power within 5 days with your order number and photos; DEI Power will coordinate repair or replacement at no cost
- Retain all original packaging—carrier inspectors need the crating and materials to validate the claim
- Do not energize damaged equipment—it creates life-safety hazards and voids warranty coverage
Common Shipping Safety Mistakes to Avoid
Skipping or Rushing Pre-Shipment Inspection
Teams that assume equipment is ready to ship without documented checks expose themselves to:
- Damage discovered after delivery instead of before (10x higher resolution cost)
- Warranty disputes—manufacturer may deny claims if shipping damage isn't documented at time of receipt
- Field delays—damaged units require re-ordering with 8-16 week lead times typical for switchgear
The 5-minute pre-shipment photo documentation process protects all parties and costs far less than a single damage claim.
Using Non-Rated or Improvised Rigging
Rope, worn slings, or incorrectly sized hardware cause most load drops:
- OSHA accident records document multiple workers crushed by falling switchgear due to rigging failure
- 27% of all load drops stem from poor rigging practices per Konecranes data
- Liability exposure: contractor assumes full responsibility for injuries from non-compliant rigging
Proper rigging—ASME B30.26-compliant slings, shackles, and spreader bars—costs a fraction of what a single incident liability claim will run.
Energizing Equipment Without Completing Receiving Inspection
Schedule pressure creates temptation to skip post-delivery checks, but energizing before confirming proper installation risks:
- Arc flash events—NFPA reports 147 electrical fatalities in 2023 (142 from electricity exposure, 5 from arc flash)
- Equipment failure—insulation resistance below NETA thresholds indicates moisture damage; energizing causes permanent failure
- Project shutdown—catastrophic equipment failure often triggers full project work stoppage and investigation
Saving 30-60 minutes on inspection is not a trade worth making against weeks of project delay—or worse. NFPA 70E Article 120.5 mandates the complete eight-step Electrically Safe Work Condition (ESWC) process before any work begins, and IEEE C37.20.1 Section 9.6 requires all compartment doors closed and latched before energization. Both are enforceable life-safety requirements with no exceptions.
Conclusion
Shipping power distribution equipment safely requires a chain of disciplined steps: pre-shipment documentation, proper rigging, transit securement, environmental protection, and post-delivery inspection. Each link protects people, equipment, and project timelines. A skipped inspection or improvised lift point doesn't just risk damage — it creates life-safety exposure with documented fatal consequences.
That documentation chain starts at the source. DEI Power's UL 891-certified switchboards ship with weight specifications, compliance certifications, nameplate verification, and configuration detail so receiving teams have everything needed for safe unloading and installation — from the Ontario, California manufacturing facility through final site delivery.
Contractors, engineers, and facility teams should treat shipping and handling safety as a standard part of project planning, not an item scoped out to save time. The 30 minutes invested in proper rigging and a thorough receiving inspection protects against weeks of project delay — and years of liability exposure.
Frequently Asked Questions
What is considered power distribution equipment?
Power distribution equipment includes the devices used to control, protect, and route electrical power from the source to end users—specifically switchboards, switchgear, panelboards, busbars, transformers, and circuit breakers rated at 1,000V or less per NEC Article 100.
What are the three types of power distribution?
The three main distribution topologies are radial (single feed, lowest cost), loop/ring (dual-feed with an alternate fault path for improved resilience), and network (multiple interconnected sources for maximum uptime). Choose based on how much downtime your facility can tolerate and what your budget allows.
What are the three types of shipping?
The three freight categories are LTL (less-than-truckload) for consolidated loads under 10,000 lbs, FTL (full truckload) for dedicated trailer shipments, and specialized/heavy-haul for oversize or overweight equipment. Power distribution equipment typically requires FTL or specialized transport due to weight and fragility.
What PPE is required when handling power distribution equipment during shipping?
Minimum PPE includes insulated gloves (Class 0 or Class 00 for low-voltage equipment), hard hat, steel-toed non-conductive footwear, and flame-resistant clothing when energized equipment or arc flash risk is present per OSHA 1910.137 and NFPA 70E standards.
How should switchgear and switchboards be secured during transport?
Use load-rated tie-downs or chains with edge protection, positioned to withstand 0.8g forward and 0.5g lateral forces per FMCSA standards. Add anti-shift blocking at the base and specify air-ride trailers for shipments over 500 miles to minimize vibration damage to internal components.
What should you inspect when receiving power distribution equipment on-site?
Complete these steps before signing the delivery receipt and before energization:
- Inspect packaging and enclosure for visible damage
- Verify nameplate data matches the purchase order
- Remove all shipping braces and blocking hardware
- Complete insulation resistance testing (minimum 25–100 megohms depending on voltage class per NETA ATS)
- Confirm grounding connections are secure before energizing